協同組合レングス(鳥取県西伯郡南部町法勝寺70、中西康夫代表理事=中部林産㈱社長、電話0859-39-6888)を訪ねて、CLT(直交集成板)のJパネル(製品名)について中西理事長(写真)に話を聞いた。

CLT(Cross-Laminated-Timber)については、2013(平成25)年当時、業界の会合で有志がCLTのJAS制定も一つの目的として視野に入れて、折に触れて話題になっていた。既にCLTを用いた構造は、ヨーロッパでは戸建て住宅や集合住宅はもちろんのこと、中高層から大型建築物等の施工実例が盛んに紹介されるようになった。そこで、国内でCLTを構造材として推進する上でまず、任意の協会設立に向けて銘建工業㈱(中島浩一郎社長)、山佐木材㈱(佐々木幸久社長)そして当組のレングスも参加して、3社でスタートすることにした。と同時に、所管の国土交通省や林野庁も呼応してバックアップの姿勢を見せてくれた。
協会の目的は、近い将来にCLTを建築構造材として使用できるようにすること、そして中層や大規模の建築を可能にすることを目的として、2014(平成26)年4月から「一般社団法人」となり活動を本格化してきた。法人化した当時の会員数は124社だったが、2015(平成27)年8月現在、243社と会員数は増加の一途を辿っている。
今後のCLTの普及については、これまで日本に無かった建築材料であるCLTの生産には、スギ等の素材が量的に使用されるわけだから、まず、大事なことは、素材の需給バランスを絶えずとること。CLTが建築物に使用されることによって、二酸化炭素の固定化で次世代の森林の成長を促すことになり、林業にとって大きな意義となること。さらにCLTは、A材、B材やC材に近いものまで強度があれば、無駄なく利用できることで、利用範囲がとても広い。その意味でも樹種は、これしか使えないという限定がなく、幅広く活用できて木材の有効利用につながる。
CLTの先駆けJパネルについて
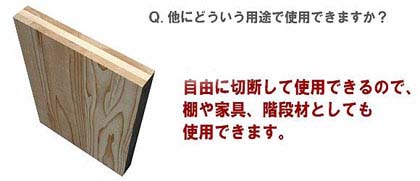
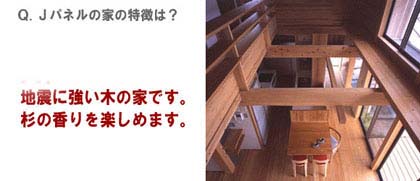
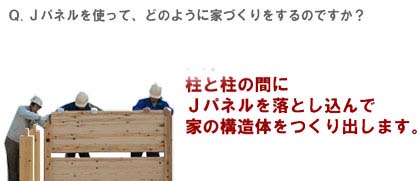
当組のJパネルは淡路・阪神大震災の教訓を元に、木構造の強化と準耐火を進めるべく2000(平成12)年に生まれた。そして構造用兼造作用として、パネル表面の仕上がりが綺麗なことで、現(アラワ)しで使えることも大きな製品の特徴となっている。いま、各社で取り組むようになってきたCLTは、大きな需要の可能性を秘めた材料と成り得ると確信と期待をしている。
CLTの話から少々外れるが、最近話題のバイオマス発電所が全国各地にできているところへ、チップ材の需要も旺盛となっているようだが、当面は燃料であるチップ材は供給できるであろうが、未利用材と言われるものが、机上の蓄積量の計算からみて、継続してローコストで出材できるのかの問題等は、数年後に表れてくるとみている。
中西康夫氏略歴
1954(昭和29)年8月 鳥取県日野郡日野町生まれ
1979( 同 54)年3月 関西大学経済学部卒
〃 4月 大阪の銘木問屋に就職
1983(昭和58)年4月 地元家業の中部林産㈱の経営に携わり、現在に至る。
協同組合レングスの概要
協組は1997年(平成9年)9月、近隣の11法人を組合員として設立した。出資金9,930万円。事業内容はJパネル、集成材、その他エンジニアードウッドの製造販売。

主な沿革は、2000(平成12)年4月、集成材工場完成。2001(平成13)年10月、Jパネルがグッドデザイン賞(中小企業庁長官特別賞)受賞。2008(平成20)年4月、外壁(耐力壁):防火性能30分の国土交通大臣認定。2009年(平成21年)4月、㈶日本住宅・木材技術センターのAQ認証(優良木質建材等認証)。同年6月、屋根:準耐火構造30分の国土交通大臣認定。同、床:準耐火構造45分の同認定。2012(平成24)年5月外壁(耐力壁):防火構造30分(次世代省エネは準対応型)の認定。
役員は次のとおり。
代表理事=中西康夫(中部林産㈱)、副理事長=吉岡朋美(淀江木材工業㈱)、同=塩谷眞司(塩谷エンタープライズ㈱)、専務理事=塩谷典之(㈲昭和木材)、
理事=高野誠司(高野産業㈲)、同=山根勝美(㈱新平成木材)、 同=長田紘明(㈱米子木材市場)、監事=生田公良(鳥取西部森林組合)、同=椎木孝明(大山森林組合)
組合員は次のとおり
塩谷エンタープライズ㈱、㈱米子木材市場、淀江木材工業㈱、㈱昭和木材、高野産業㈲、㈱新平成木材、中部林産㈱、鳥取日野森林組合、鳥取県西部森林組合、日南町森林組合、大山森林組合、以上の11法人。
工場の規模
敷地面積24,656㎡、建物面積A棟(Jパネル工場)2,862㎡、B棟(集成材工場)1,889㎡。従業員は25名(役員除く)。
年産量は原木換算で6.000~7.000㎥。パネル生産量はサイズ910×1820×36㎜、1000×2000×36㎜合計で約3.000枚。
Jパネル生産ラインについて
製造工程は、素材は鳥取県日野川流域産のスギが主材でヒノキは特注品で扱う。工程は原木を製材機械(ツインバンドソー・ギャングソー)→挽いたラミナの桟積み→乾燥装置→横はぎ(高周波プレス)→プレナー→プレス、外周整形・さね加工までほぼ自動化されている。
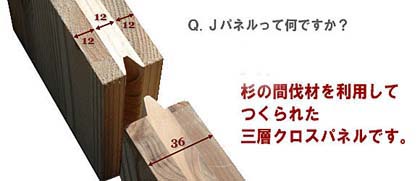
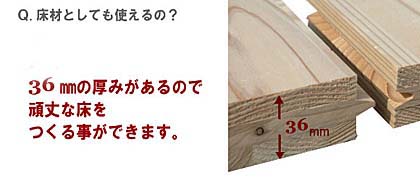
材料は厚さ16~17㎜、幅は有り幅、長さ1870、または2070㎜を、横はぎして12×920×1850、または12×1010×2030)㎜の単板を作る。それをクロスに3枚重ねて3層の直交集成板となり、厚さ36×910×1820㎜または36×1000×2000㎜が基本形となる。接着剤は水性高分子イソシアネート系樹脂を用いてムク材に限りなく近いエコ材料となる。
当初、構造用面材料として開発したJパネルは、15年前に世の中に初めて生み出された直交三層パネルである。今でいうCLTである。Jパネル自体は操業当初より同種のものを製造しているが、ソフト面において住宅資材として設計者や施工者が利用し易いように、大臣認定の取得や各種性能評価を受けている。また、品質管理の面でAQ認証を取得後も、地道な活動と国産材のエコ活用促進を通して、Jパネルの良さも認知されて工場もほぼフル稼働を続けているが、初期の設備投資が大きかったため収益面ではまだまだとしている。

人と環境に優しい国産3層直交集成板
日野川源流のスギ材を用いた「CLT」 Jパネル
Jパネル/さね加工
製造元(協)レングスを訪ねて(鳥取・南部町)
出荷を待つJパネル
手前右の製材機~左に桟積み~ストックレーン~左奥の乾燥装置へ。乾燥後桟バラシ~横ハギ~プレナ~積層接着~外周加工までの自動化ライン
Jパネル仕様・施工例 (資料出展:同社HP)
欠点除去(節穴埋め)装置
増設した乾燥装置 O-MAX
自動桟積した原板は工場内の左右2連式乾燥装置に自動搬入される
両面仕上げプレナー加工ライン
ランニングソーよる定寸カット
定寸カットされた横ハギ板
横ハギ高周波接着プレス
横ハギ前の仕組み
3層積層プレス・外周整形ライン
桟バラシ後の目視による選別